Двигатель: газораспределительный механизм
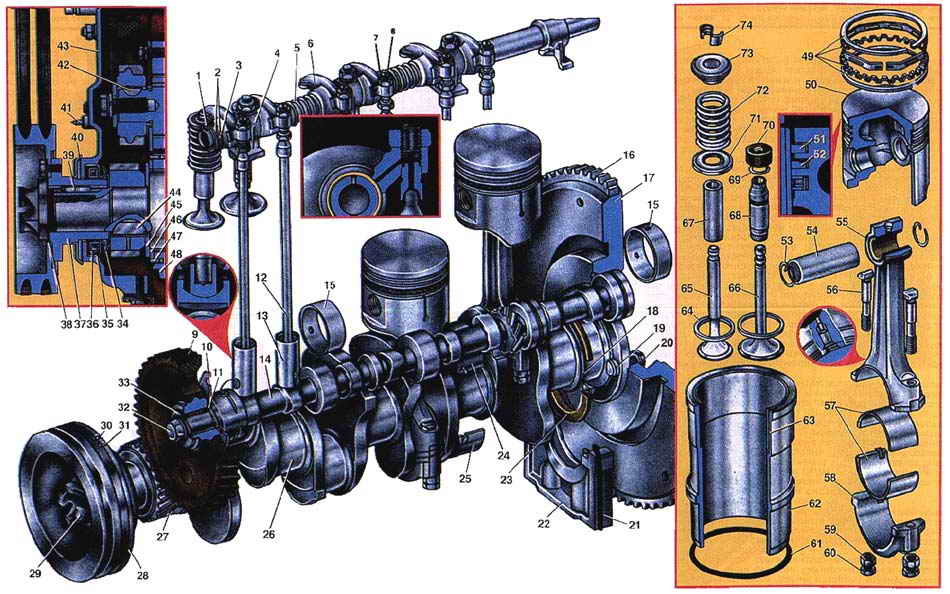
1. Шплинт оси коромысел.
2. Плоские шайбы оси коромысел.
3. Пружинистая шайба оси коромысел.
4. Стойка оси коромысел.
5. Распорная пружина коромысел.
6. Коромысло клапана.
7. Контргайка регулировочного винта клапана.
8. Регулировочный винт клапана.
9. Шестерня распределительного вала.
10. Упорный фланец распределительного вала.
11. Распорное кольцо распределительного вала.
12. Штанга толкателя.
13. Толкатель клапана.
14. Распределительный вал.
15. Втулки распределительного вала.
16. Зубчатый обод маховика.
17. Маховик.
18. Маслоотражательный гребень коленчатого вала.
19. Болт крепления маховика.
20. Гайка болта крепления маховика.
21. Уплотнительная прокладка.
22. Держатель сальника заднего подшипника.
23. Набивка сальника заднего подшипника.
24. Верхний вкладыш коренного подшипника.
25. Нижний вкладыш коренного подшипника.
26. Коленчатый вал.
27. Распределительная шестерня.
28. Шкив коленчатого вала.
29. Храповик коленчатого вала.
30. Метка для установки поршня в в.м.т.
31. Метка для установки зажигания.
32. Болт крепления шестерни распределительного вала.
33. Шайба шестерни распределительного вала.
34. Маслоотражатель коленчатого вала.
35. Маслоотражатель переднего сальника.
36. Передний сальник коленчатого вала.
37. Ступица шкива коленчатого вала.
38. Зубчатая шайба храповика.
39. Призматическая шпонка ступицы шкива.
40. Отражатель крышки распределительных шестерен.
41. Штифт установки зажигания.
42. Сегментарная шпонка шестерни распределительных шестерен.
43. Крышка распределительных шестерен.
44. Сегментная шпонка распределительной шестерни.
45. Упорная шайба коленчатого вала.
46. Передняя шайба упорного подшипника.
47. Штифт передней шайбы упорного подшипника.
48. Крышка переднего коренного подшипника.
49. Маслосъемное кольцо (составное).
50. Поршень.
51. Верхнее компрессионное кольцо. Нижнее компрессионное кольцо.
53. Стопорное кольцо поршневого пальца.
54. Поршневой палец.
55. Шатун.
56. Болт шатуна.
57. Вкладыши шатуна.
58. Крышка шатуна.
59. Гайка болта шатуна.
60. Контргайка болта шатуна.
61. Прокладка гильзы цилиндра.
62. Гильза цилиндра.
63. Вставка гильзы цилиндра.
64.Седло клапана.
65. Выпускной клапан.
66. Впускной клапан.
67. Втулка выпускного клапана.
68. Втулка впускного клапана.
69. Стопорное кольцо втулки впускного клапана.
70. Маслоотражательный колпачок.
71. Опорная шайба пружины клапана.
72. Пружина клапана.
73. Тарелка пружины клапана.
74. Сухарь клапана.
Распределительный вал. Распределительный вал – стальной кованый; имеет пять опорных шеек. Для удобства сборки шейки имеют разные диаметры: первая – 52 мм, вторая – 51 мм, третья – 50 мм, четвертая – 49 мм, пятая – 48 мм. Шейки опираются на втулки, свернутые из сталебаббитовой ленты и запрессованные в отверстия в перегородках блока цилиндров. Поверхности шеек распределительного вала, кулачков, эксцентрика и зубьев шестерни привода масляного насоса закалены до высокой твердости. Профили впускного и выпускного кулачков одинаковы. Кулачки по ширине шлифованы на конус. Коническая поверхность кулачка в сочетании со сферическим торцом толкателя при работе двигателя сообщает толкателю вращательное движение. Вследствие этого износ направляющей толкателя и его торца делается равномерным и небольшим.
Распределительный вал приводится от коленчатого вала косозубой шестерней. На коленчатом валу находится стальная шестерня с 28 зубьями, а на распределительном валу – текстолитовая шестерня с 56 зубьями. Применение текстолита обеспечивает бесшумность работы шестерен. Обе шестерни имеют по два отверстия с резьбой М8Х1.25 для съемника. Pаспределительный вал вращается в 2 раза медленнее коленчатого. От осевых перемещений распределительный вал удерживается упорным стальным фланцем. Фланец расположен между торцом шейки вала и ступицей шестерни с зазором 0,1-0,2 мм. Осевой зазор обеспечивается распорным кольцом, зажатым между шестерней и шейкой вала. Для улучшения приработки поверхности упорного фланца фосфатированы. Шестерня закреплена на распределительном валу при помощи шайбы и болта и резьбой М12Х1.25. Болт ввертывается в торец вала. На шестерне коленчатого вала против одного из зубьев нанесена метка "0", а против соответствующей впадины шестерни распределительного вала нанесена риска. При установке распределительного вала эти метки должны быть совмещены.
Клапаны и толкатели. Толкатели – стальные, поршневого типа. Торец толкателя направлен отбеленным чугуном и шлифован по сфере радиусом 750 мм (выпуклость середины торца равна 0,11 мм). Внутри толкателя имеется сферическое углубление радиусом 8,73 для нижнего конца штанги. Вблизи нижнего торца сделаны два отверстия для стока масла из внутренней полости толкателя. Штанги толкателей изготовлены из дюралюминиевого прутка. На концы напрессованы стальные закаленные наконечники со сферическими торцами. Нижний наконечник, cопрягающийся с толкателем, имеет торец с радиусом сферы 8,73 мм, а верхний, входящий в углубление в регулировочном винте коромысла – 3,5 мм. Длина штанги двигателя 24Д – 283 мм, двигателя 24-01 – 287 мм.
Коромысла клапанов – стальные литые. В отверстие ступицы впрессована втулка, свернутая из листовой оловянистой бронзы. На внутренней поверхности втулки сделана канавка для равномерного распределения масла по всей поверхности и для подвода его к отверстию в коротком плече коромысла. Длинное плечо коромысла заканчивается закаленной цилиндрической поверхностью, опирающейся на торец клапана, а короткое плечо – резьбовым с отверстием для регулировочного винта. Регулировочный винт имеет шестигранную головку со сферическим углублением для штанги, а с верхнего конца – прорезь для отвертки. Сферическое углубление соединено сверленными каналами с проточкой на резьбовой части винта. Проточка на винте приходится против отверстия в плече коромысла, т. е. находится примерно посередине высоты резьбовой бобышки короткого плеча коромысла. Масло в этом случае беспрепятственно проходит из канала коромысла в канал винта. Регулировочный винт стопорится контргайкой. Коромысла опираются на полую стальную ось. Ось закреплена на головке цилиндров при помощи четырех стоек из ковкого чугуна и шпилек, пропущенных через стойки. Задняя стойка имеет на плоскости, прилегающей к головке цилиндров, паз, совпадающий со сверлением в головке. По этому сверлению и пазу масло подводится из канала в головке в полость оси коромысел. Остальные три стойки фрезерованного паза не имеют (поэтому их нельзя ставить на место четвертой стойки). От осевого перемещения коромысла удерживаются распорными пружинами, прижимающими коромысла к стойкам. Крайние коромысла удерживаются от перемещения плоскими пружинами, которые закреплены на концах оси при помощи шайб и шплинтов, пропущенных через ось. Для увеличения износостойкости наружная поверхность оси под коромыслами закалена. Под каждым коромыслом в оси сделано отверстие для смазки.
Клапаны изготовлены из жаропрочных сталей: впускной клапан – из хромокремнистой, выпускной – из хромоникельмарганцовистой с присадкой азота. На рабочую фаску выпускного клапана дополнительно наплавлен более жаростойкий хромоникелевый сплав. Торцы стержней клапанов закалены до высокой твердости. Диаметр стержня клапанов 9 мм. Тарелка впускного клапана имеет диаметр 47 мм, а выпускного – 36 мм. Угол седла обоих клапанов 45°. Высота подъема клапанов 9,5 мм. Впускной клапан открывается с опережением на 12° до прихода поршня в в.м.т., закрывается с запаздыванием на 60° после прихода поршня в н.м.т. Выпускной клапан открывается с опережением на 54° до прихода поршня в н.м.т. и закрывается с запаздыванием на 18° после прихода поршня в в.м.т. Указанные фазы газораспределения действительны при зазоре между коромыслом и клапаном, равном 0,45 мм.Рабочий зазор между коромыслом и клапаном должен быть для первого и восьмого клапанов в пределах 0,30-0,35 мм, для всех остальных – 0,35-0,40 мм. Зазоры проверяют и устанавливают на холодном (20°С) двигателе. При увеличенных зазорах возникает стук клапанов, а при уменьшенных возможно неплотное прилегание клапана к седлу и прогорание клапана.
На конце стержня клапаном сделана выточка для сухариков тарелки пружины клапана, а на стержне впускных клапанов имеется еще выточка для маслоотражательного колпачка. Пружина клапана с переменным шагом витков изготовлена из термически обработанной высокопрочной проволоки и подвергнута дробеструйной обработке. Пружина опирается на головку цилиндра через опорную стальную шайбу концом, имеющим меньший шаг витков. Тарелки пружины клапана изготовлены из стали. Клапаны работают в металлокерамических направляющих втулках. Втулки изготовлены прессованием с последующим спеканием из смеси железного, медного и графитового порошков и обработаны окончательно после запрессовки в головку. Антифрикционные качества таких втулок высоки. Втулка впускного клапана снабжена стопорным кольцом, препятствующим самопроизвольному перемещению втулки в головке. Для уменьшения количества масла, просасываемого через зазоры между втулкой и стержнем впускного клапана в цилиндр, на стержень клапана под тарелкой пружины надет маслоотражательный колпачок, изготовленный из маслостойкой резины.
Распределительный механизм закрыт сверху крышкой коромысел, штампованной из листовой стали. Крышка коромысел крепится через резиновую прокладку к головке цилиндров шестью винтами. Периодически следует проверять зазор между носком коромысла и торцом стержня клапана и, при необходимости, их регулировать. Проверку и регулировку зазора рекомендуется производить в такой последовательности:
1. Установить поршень первого цилиндра в в.м.т. такта сжатия. Для этого надо, проворачивая коленчатый вал пусковой рукояткой, совместить метку на ободе шкива коленчатого вала с указателем на крышке распределительных шестерен. При такте сжатия оба коромысла первого цилиндра должны свободно качаться на осях, т. е. оба клапана должны быть закрыты. Проверить щупом зазор между коромыслом и клапаном. При неправильном зазоре отвернуть гаечным ключом гайку, регулировочного винта и, поворачивая отверткой регулировочный винт, установить зазор по щупу. Поддерживая отверткой регулировочный винт, законтрить его гайкой и проверить правильность зазора.
2. Повернуть коленчатый вал на пол-оборота, отрегулировать зазоры для второго цилиндра.
3. Повернуть коленчатый вал еще на пол-оборота, отрегулировать зазоры для четвертого цилиндра.
4. Повернув коленчатый вал еще на пол-оборота, отрегулировать зазоры для третьего цилиндра.
Одновременно со сменой поршневых колец и вкладышей следует произвести притирку клапанов. Если ширина фаски в головке более 2,4 мм, седло следует прошлифовать коническими шлифовальными кругами: с внутренней стороны шлифовальным кругом с углом конуса 60, а с наружной – с углом конуса 120°. Наружный диаметр рабочей части фаски седла должен быть на 0,5-1 мм меньше диаметра тарелки клапана. При притирке клапанов следует очистить от отложений полость оси коромысел, каналы в четвертой стойке оси и в головке цилиндров. Перед сборкой стержни клапанов следует обмазать тонким слоем коллоидного графита, разведенного в масле, применяемом для двигателя.